Metal manufacturing has come a long way in the past 200 years of its evolution.
From the Industrial revolution, which started in the 1760s and the introduction of the assembly line, we have adapted and engineered new techniques that have paved the way for modern day machining and metal manufacturing as we know it. From hand tools to automated computer controlled machining we constantly find new capabilities that can be harnessed and implemented in the manufacturing world. Electrical Discharge Machining or EDM is one of the advanced technologies that we at Btec are proud to specialize in.
EDM is perfect for high-accuracy machining and tough contours, with tight tolerances of exotic metals. EDM’s ability to cut hard metals is perfect for carbides, inconel, titanium, and similar metals, but EDM will ONLY work on conductive metals. The EDM process has been most commonly used in the Tool and Die industry and for the mold-making industry, however, in more recent years, EDM has started to play a larger role in the creation process for prototypes and complex production parts throughout Aerospace, Oil, Energy and other industries across the board.
Electrical Discharge Machining uses an electrical current to erode or melt metals to make custom precision metal pieces. There are two main techniques: Wire and Sinker (which is also known as RAM)
The Wire EDM technique needs a hole in the metal to string a wire through, so it can melt the surrounding material away. This technique uses a single wire that can vary in sizes and material it is made out of. The Wire technique also gets a flushing liquid over the wire to help create the electrode’s path and adds a way to get rid of excess metal particulate.
Wire EDM greatly differentiates from the RAM or sinker EDM.
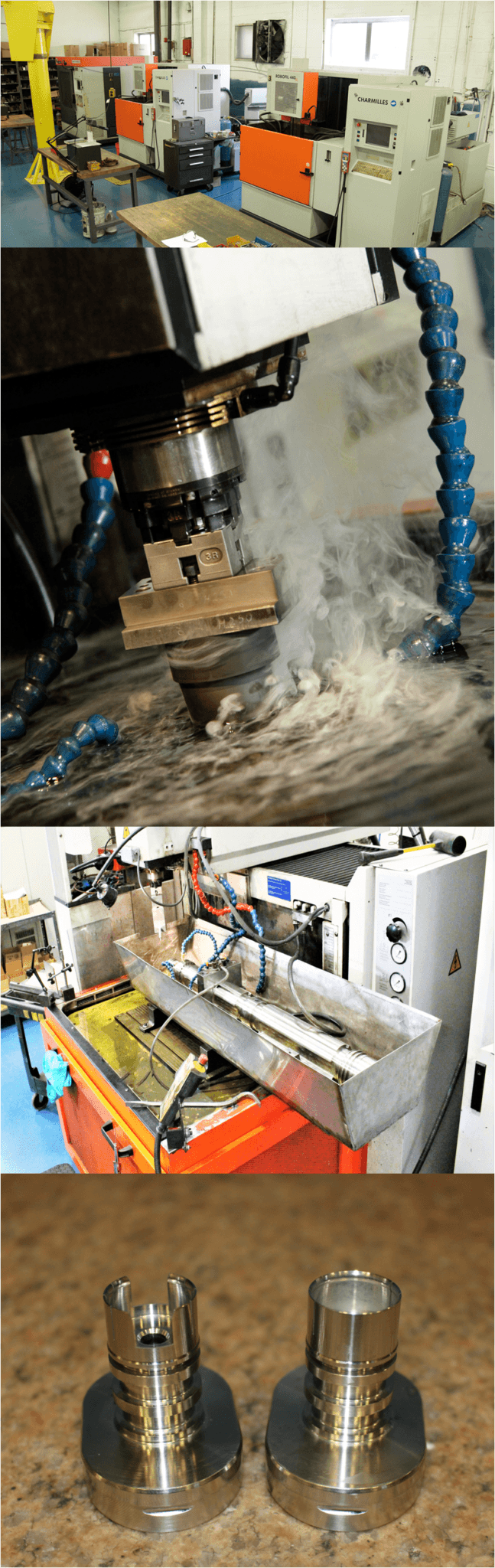
Sinker EDM is made by using an electrode, usually a customized size and shape, which is normally milled to meet the requirements. This electrode can then be used similarly to a CNC mill and create a shape in a workpiece. The electrode is submerged in a sink full of a dielectric fluid. This dielectric fluid helps to flush the part and small pieces of metal that erode during the EDM process. The electrode dips into the fluid close to the workpiece but never touches it. There must be a gap between this electrode and the metal or the electrode cannot spark and produce electricity and erode the metal.
Intricate angles, deep cuts, and custom shapes that a typical CNC machine (vertical or horizontal mill, 3 axis, 4 axis or 5 axis CNC machines) cannot reach can be made with a Sinker EDM. We have customers that have projects with a need for tough metals they want to manufacture, some with no seams and that are used in high-pressure industrial work. These pieces must be solid and accurate. Our team has the ability to accommodate these needs with EDM. With training and experience in advanced dialectic flushing and years of experience handling and engineering tough precision parts for Oil, Aerospace, Energy and even for prototyping our team has seen it all.
Btec’s use of EDM, sinker, and wire compliment our CNC and Tool&Die divisions of Btec. We may start a project on a mill or lathe in our CNC section of the shop floor, but the contours may be a tight fit for the CNC machines. Our EDM room’s equipment contains 4 wire machines, 2 sinkers, and 1 hole popper that are at the ready to take the next step in finishing both customer projects and in-house tooling for our Teams.
Tight angles and intricate designs are a perfect match for our EDM wire, sinker, and RAM EDM machining capabilities. How can Btec help you in your manufacturing needs?